



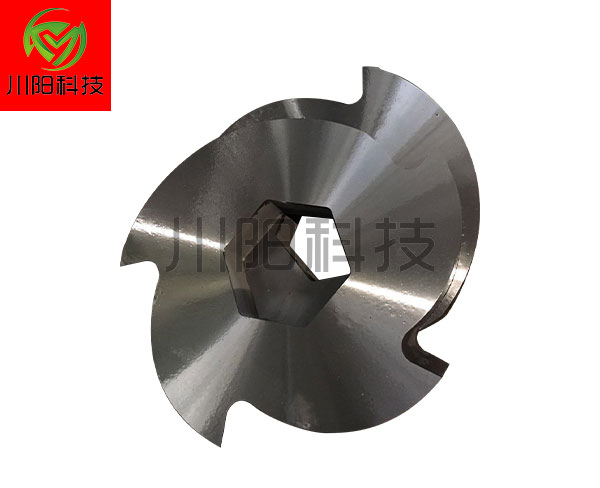
撕碎機刀片如何焊接?
1.焊接材料的硬度代表其耐磨性。焊接材料的硬度越高,堆焊后刀具的耐磨性越好。
2.當堆焊層硬度大于55時,裂紋難以避免,不會影響堆焊層的耐磨性。但應注意寬度為1毫米的大裂紋、交叉裂紋和穿透堆焊層到達刀具基體的裂紋。
3.制作工具毛坯,在車床上加工,按圖加工,留有堆焊余量。將加工好的撕碎機刀片放在平焊位置,用打磨機打磨待焊部位,直至露出金屬光澤。直徑為1 mm和6 mm的KB699耐磨焊絲可用于堆焊高度為8 mm的多層堆焊。
4.為了保證堆焊質量,每個撕碎機刀片應堆焊一次,堆焊過程應不間斷,堆焊后的撕碎機刀片應空冷。

撕碎機刀片的保養維護方法:
1.選擇正確的頭部安裝方法。大多數安裝人員在組裝撕碎頭時比較隨意,使得撕碎頭安裝方向傾斜,導致安裝不小心。我們應該在安裝過程中盡量保持頭部水平,并將其安裝在撕碎頭中并鎖定。此外,安裝時應避免灰塵,操作應在清潔的環境中或清晨進行,以防止灰塵進入頭部。
2.對于撕碎頭的密封性能,即使按德國技術生產,也未必能保證完全的密封性能。而且在后期的操作過程中,由于撕碎頭內部(溫度相對較高)與外界(溫度相對較低)始終存在溫差,氣壓不平衡等原因會導致灰塵進入撕碎頭,從而影響其壽命。然后,可行的方法是安裝一個呼吸系統,以保持撕碎頭內的氣壓穩定。
3.由于保護鏡盒體積相對較大,更換過程中不可避免會有顆粒混入。所以更換保護鏡盒時一定要快,鏡盒快拆時要用膠帶或其他薄膜把窗戶封好,更換要仔細。
4.選擇合格的防護眼鏡和O型密封橡膠圈,可以蕞大限度地保證撕碎頭的密封性能,防止灰塵顆粒進入。
撕碎機刀片在運行過程中沒有響應的原因分析:
1.磨損 液壓閥芯、閥套、閥體等機械零件在運動過程中,使用過程中不斷發生摩擦,使零件的尺寸、形狀和表面質量發生變化而失效。電磁換向閥閥芯的磨損或變形會導致閥內泄漏,降低效率,污垢容易進入間隙或變形,從而造成閥芯的機械堵塞。如果閥芯與閥孔之間的配合間隙過大,將會產生壓力沖擊。減壓閥先導閥的磨損會使閥門工作不穩定,甚至無法調節壓力。溢流閥的先導錐閥(或先導小球閥)因磨損密封不嚴,不能正常調壓。單向節流(調速)閥的單向閥部分磨損,密封不嚴,部分油流會通過單向閥流走,影響調速靈敏度。
2.乏力 在長期可變載荷下工作時,液壓閥中的彈簧會因疲勞而軟化、縮短或完全斷裂;閥芯和閥座也會因疲勞而開裂、剝落或其他損壞。所有這些都可能使閥門失效。溢流閥主滑閥或先導閥上的彈簧疲勞或斷裂,會使系統壓力達不到要求。換向閥彈簧過軟或過短,會影響閥芯的工作位置和正常復位,使系統無法正常工作。
3.變形 撕碎機刀片液壓閥零件在加工和使用過程中的殘余應力,當外載荷應力超過零件材料的屈服強度時,零件會因正常功能失效而變形失效。撕碎機刀片溢流閥閥芯的彎曲變形或彈簧變形會使閥芯運動不靈活,造成系統壓力不穩定。卸荷閥芯的彎曲變形會減緩閥芯的運動,減緩從卸荷到工作壓力或從工作壓力到卸荷的過渡過程。換向閥閥芯的彎曲變形會使閥門很難正常換向。請注意,裝配不當也可能導致零件變形。如換向閥裝配螺絲過緊導致閥體變形,可能導致閥芯卡死。


 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


