



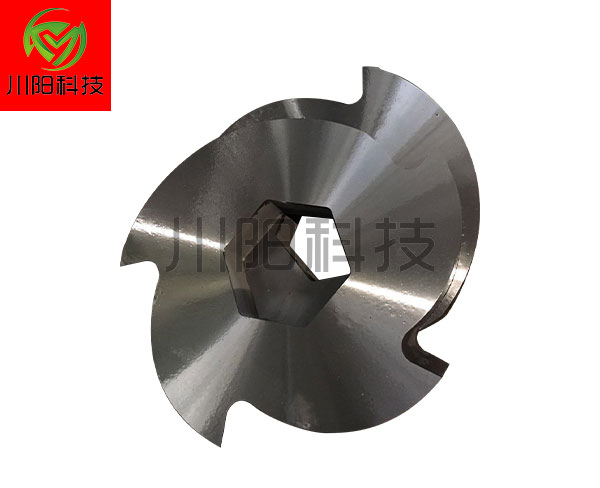
撕碎機刀片在什么情況下需要焊補?
1.作為撕碎機的重要組成部分,撕碎機刀片的粉碎復雜度非常高,容易造成撕碎機刀片的磨損。一旦撕碎機的刀片變鈍,粉碎效果就會變得非常差。這時需要更換備用工具,取出鈍工具進行打磨。
2.撕碎機刀片的研磨不同于其他工具。其他類型的機械刀片基本上使用研磨機來研磨平坦的表面或切割邊緣。但是由于撕碎機刀具的特殊結構和多爪刃的設計,磨床無法磨削,刀片的單平面磨削會導致刀片之間的間隙過大,嚴重影響使用。
3.刀片的磨損主要是爪上的磨損。簡單的修復方法是用拋光機拋光刀片內部,直到刀片鋒利。注意嚴格的刀爪圓弧刨削和磨削,一定要與平面垂直,這樣原刀體的損耗更小。

使得撕碎機刀片行業能夠實現立異進級,進行積極探索,從而建立一套能適合市場經濟以及機床產業特點的治理發展模式,這樣有利于企業的長遠發展,以便能在市場中立足,不至于被淘汰出局,此外,就目前而言我國液壓撕碎機刀片廠家大多數都是以低端產品為主或者代工貼牌,產品和品牌產品仍舊為歐美國家所把持,因此科技立異對于我國機床工業而言是重中之重!
固然在液壓撕碎機刀片的選擇上,用戶會考慮價格的因素,但是根據調查,質量才是用戶考慮的非常主要因素,若據有一席之地,擴大自有品牌影響力,晉升產品質量也是樞紐,將推動海內企業中以內銷為主的那些企業的出產經營向利好方向發展。
詳細表現為市場國際化、技術國際化以及投資國際化等等,所以,對于海內的撕碎機刀片行業來說,應選擇適合機床產業發展潮流的模式以及路徑,是必需要進行的,而且不能只停留在表面上,應深入下去,利用一切可利用的資源,從而實現雙贏。


撕碎機刀片加工厚板時,有必要使用多級穿孔和延伸穿孔方法。操作流程如下:
1.多級穿刺蕞多可以達到三級。厚板需要多級穿孔時,首先在撕碎工藝參數中將高壓預熱選擇和低壓預熱選擇改寫為1(見參數設定-工藝參數),在修改后的參數中設定高壓預熱延遲和低壓預熱延遲所需的預熱時間。多級穿孔時,先開啟正常預熱氧氣預熱,低壓預熱延l時后再開啟低壓預熱開關(M18),高壓預熱延l時后再開啟高壓預熱開關(M22),直至預熱結束。
2.延伸穿孔法是在穿孔前將割槍移動到離鋼板蕞近的邊緣,按鍵預熱穿孔。穿孔后,撕碎槍沿直線距離撕碎到穿孔點,然后繼續撕碎。采用擴展穿孔時,首先設置擴展穿孔選擇在撕碎過程中有效,所以在穿孔時(M07),系統會提示先移動割槍,到達位置后按鍵開始預熱穿孔。

 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


